In the world of industrial materials, few products are as versatile and innovative as black aluminum foil. At Huasheng Aluminum, we are proud to offer a wide range of high-quality black aluminum foil products that cater to diverse industries and applications. Whether you are in the aerospace sector, the film and photography industry, or looking for effective heat and light absorption solutions, our black aluminum foil is designed to meet your needs.
What is Black Aluminum Foil?
Black aluminum foil is essentially aluminum foil that has been treated to achieve a black color. Aluminum, in its natural state, is a silvery-white metal. However, through various processes such as direct coloring, anodizing, and dyeing, it can be transformed into a black material. This unique coloration not only enhances its aesthetic appeal but also opens up a wide range of practical applications.
Key Properties of Black Aluminum Foil
| Property |
Description |
| Alloy Types |
1235, 3003, 8011, 8079, 8021, etc. |
| Temper |
O – H112, etc. |
| Width |
50mm – 1500mm |
| Thickness |
0.006-0.20mm |

These properties make black aluminum foil an ideal material for a variety of applications, ranging from heat and light absorption to packaging and more.
Manufacturing Process of Black Aluminum Foil
The production of black aluminum foil involves several steps to ensure its high quality and durability. Here is a brief overview of the manufacturing process:
1. Raw Material Selection
The first step in manufacturing black aluminum foil is selecting the right raw materials. High-quality aluminum ingots are chosen based on the desired alloy composition. These ingots are then melted and rolled into thin sheets.
2. Rolling and Thinning
The aluminum sheets are subjected to a series of rolling processes to achieve the desired thickness. This involves passing the sheets through rolling mills multiple times until they reach the specified dimensions.
3. Anodizing and Coloring
Once the aluminum foil has reached the desired thickness, it undergoes anodizing. This process involves immersing the foil in an electrolytic solution and applying an electric current. The result is a thin, protective oxide layer on the surface of the foil. After anodizing, the foil is dyed to achieve the black color. This can be done through direct coloring or using specialized dyes that bond with the oxide layer.
4. Quality Control
Throughout the manufacturing process, strict quality control measures are in place to ensure the final product meets industry standards. This includes checking for uniform thickness, color consistency, and the integrity of the oxide layer.
5. Packaging and Shipping
Finally, the black aluminum foil is carefully packaged to prevent damage during transportation. It is then shipped to customers worldwide, ready for use in various applications.
Applications of Black Aluminum Foil
The versatility of black aluminum foil makes it suitable for a wide range of applications across different industries. Here are some of the most common uses:
1. Heat and Light Absorption
One of the most significant advantages of black aluminum foil is its ability to absorb heat and light effectively. This makes it ideal for applications where light and heat control are crucial. For example, in the creation of dark rooms for photography or research, black aluminum foil can be used to prevent light leaks and protect sensitive equipment from extreme heat.
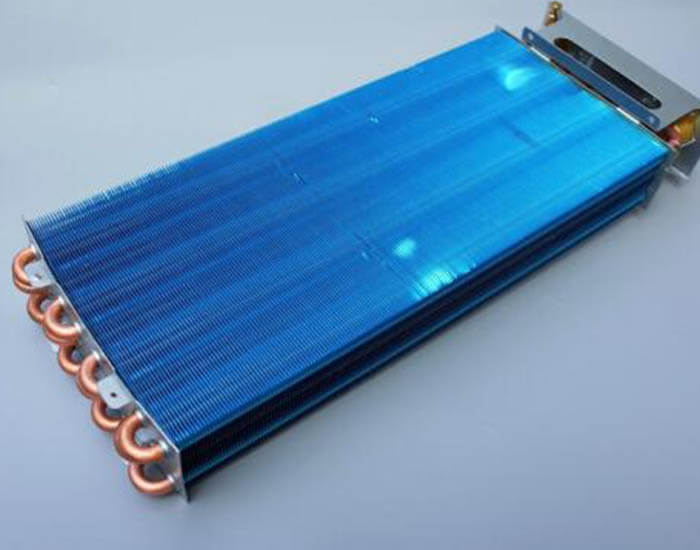
2. Aerospace Industry
In the aerospace sector, black aluminum foil is used for various purposes, including thermal insulation and radiation protection. Its lightweight nature and high heat absorption capabilities make it an excellent choice for spacecraft and aircraft components.
3. Film and Photography Industry
The film and photography industry relies heavily on black aluminum foil for creating the perfect lighting environment. It is used to cover light leaks, eliminate unwanted reflections, and absorb any excess light. This ensures that the final images or films are of the highest quality.
4. Packaging
Black aluminum foil is also used in packaging, particularly for products that require protection from light and heat. Its matte finish and durability make it an ideal material for packaging sensitive items such as photographic film, electronic components, and pharmaceuticals.
5. Research and Development
In research and development labs, black aluminum foil is used to create controlled environments. Its ability to absorb light and heat makes it perfect for experiments that require precise temperature and light conditions.
Why Choose Huasheng Aluminum for Your Black Aluminum Foil Needs?
At Huasheng Aluminum, we pride ourselves on offering the highest quality black aluminum foil products. Our commitment to excellence is reflected in every step of our manufacturing process, from raw material selection to final quality control. Here are some reasons why you should choose Huasheng Aluminum:
1. Wide Range of Products
We offer a comprehensive range of black aluminum foil products, including various alloys, thicknesses, and widths. Whether you need a thin, lightweight foil for packaging or a thicker, more durable material for industrial applications, we have the right product for you.
2. Custom Solutions
We understand that every customer has unique needs. That’s why we offer custom solutions tailored to your specific requirements. Our team of experts will work with you to develop the perfect black aluminum foil product for your application.
3. High-Quality Standards
Our manufacturing processes adhere to the highest industry standards. We use state-of-the-art equipment and techniques to ensure that our products are of the highest quality. Our strict quality control measures guarantee that every roll of black aluminum foil meets our stringent standards.
4. Global Reach
As a leading manufacturer and supplier of black aluminum foil, we have a global presence. We ship our products worldwide, ensuring that you receive your order quickly and efficiently, no matter where you are located.
5. Excellent Customer Service
Our customer service team is dedicated to providing you with the best possible experience. We are always available to answer your questions, provide technical support, and help you find the right product for your needs.
Conclusion
Black aluminum foil is a remarkable material with a wide range of applications. Its ability to absorb heat and light, combined with its durability and versatility, makes it an essential material for modern industries. At Huasheng Aluminum, we are committed to providing our customers with the highest quality black aluminum foil products. Whether you are in the aerospace sector, the film and photography industry, or looking for effective heat and light absorption solutions, our black aluminum foil is designed to meet your needs.