

| Parametro | Specifo |
| Alojo | 5A06 |
| Temperaro | O, H12, H14, H18, H22, H32, ktp. |
| Denso | 2.64 g/cm³ |
| Grandeca Gamo (Diko x Larĝo x Longo) | 0.2mm – 6mm x 500mm – 2200mm x 800mm – 6000mm |
| Surfaca Traktado | Mueleja Fino, Anodigita, Pulvoro Tegita, Brosis, Polurita |
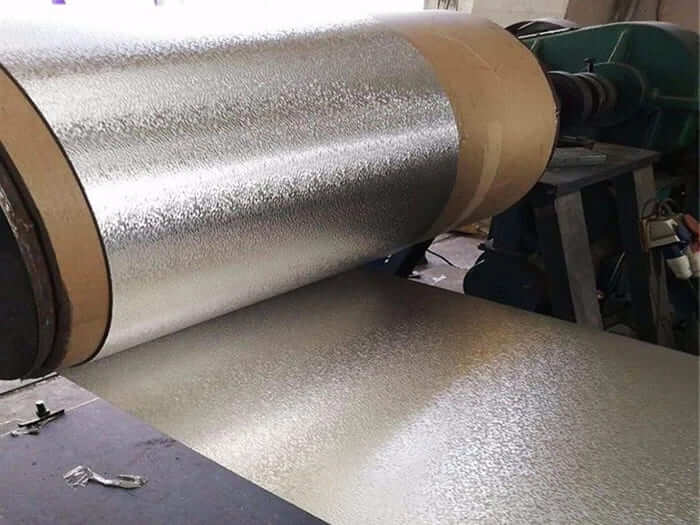
Stuko reliefita aluminio-folio reprezentas tre funkcian kaj estetike multflankan materialon kritikan por multaj modernaj industrioj..
Aldonante distingon, malregula “stuko” ŝablono sur plataj aluminiaj folioj, ĉi tiu materialo akiras signifajn plibonigojn preter siaj bazaj trajtoj.
La reliefadprocezo precipe pliigas la rigidecon-pez-proporcion de la folio, mildigas “oleokonservado” efikoj, disvastigas lumon por reduktita brileco, kaj kaŝas negravajn surfacajn neperfektaĵojn.
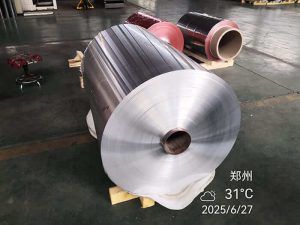
Utiligante komunajn aluminiajn alojojn kiel ekzemple 1100, 3003, kaj 5005, kaj diversaj humoroj, stukaj reliefaj folioj ofertas optimuman miksaĵon de malpeza forto, eneca korodorezisto, kaj plibonigita fortikeco.
Ĝia fabrikado implikas precizecan ruladon kaj reliefadon, sekvita de rigora kvalito-kontrolo por certigi ŝablonon unuformecon kaj materialan integrecon.
Konsekvence, stuko reliefita aluminio trovas ampleksan aplikon en konstruado (tegaĵo, tegmento, izolaj vestoj), fridigo, transportado, kaj diversaj industriaj kaj ornamaj uzoj, superante multajn alternativajn materialojn en specifaj scenaroj pro ĝia unika kombinaĵo de estetikaj kaj funkciaj avantaĝoj.
Stuko Reliefita Aluminia Folio
Elekto de alojo estas la "motoro"; reliefo estas la "agordado". Oftaj tukaj alojoj uzataj por stuka reliefo inkluzivas:
| Familio de alojoj | Tipaj gradoj | Kial uzata | Tipaj notoj |
|---|---|---|---|
| 1xxx (komerce pura) | 1050, 1060, 1100 | Alta formebleco, bonega varmokondukteco, bona koroda rezisto | Pli malalta forto; ofte uzata en izolaj vestoj kaj varmecaj aplikoj |
| 3xxx (Al–Mn) | 3003, 3105 | Pli forta ol 1xxx, tre ofta en konstrufolio | Bona ekvilibro de formebleco/koroda rezisto/kosto |
| 5xxx (Al–Mg) | 5052, 5083 (malpli ofta kiel folio por ĉi tiu uzo) | Pli alta forto kaj mara koroda agado | Rigardu konsiderojn pri formado de fenestro kaj streĉa korodo por certaj humoroj/medioj |
| 6xxx (Al–Mg–Si) | 6061, 6063 (pli struktura) | Kiam varmegotraktebleco kaj struktura agado gravas | Malpli tipa por varo stuka folio; pli specifa aplikaĵo |
Kredinda regulo de dikfingro: se vi bezonas “ĝeneraluzeblan stukan tegaĵon,” 3003/3105 estas oftaj elektoj; por maksimuma formebleco/termika rendimento, 1xxx estas ofta; por pli alta forto kaj pli severaj medioj, 5052 ofte eniras la konversacion.
Modereco kontrolas forton kontraŭ formableco pli ol la reliefŝablono faras.
Se partoj postulas gravan formadon post reliefado, dezajnoj ofte preferas pli mildaj humoroj aŭ pli malprofundaj ŝablonoj por malhelpi lokalizajn streĉajn pintojn ĉe reliefaj "valoj".

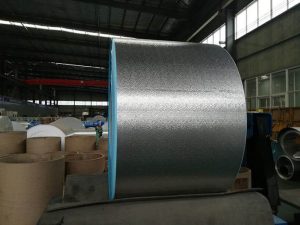
Huasheng Altkvalita Stuko Reliefita Aluminia Folio
Aluminiaj folioj uzitaj por stuka reliefo tipe aliĝas al internaciaj normoj por kunmetaĵo kaj mekanikaj trajtoj.
La produktado de stuko reliefita aluminio-folio estas preciza industria procezo implikanta plurajn ŝlosilajn stadiojn., ĉiu kontribuante al la kvalito kaj karakterizaĵoj de la fina produkto.
Fabrikado de Stuko Reliefita Aluminia Folio
Ĉi tio estas la kerna transforma paŝo, kiu kreas la karakterizan stukan ŝablonon.
Post reliefado, pliaj surfacaj traktadoj povas plibonigi la rendimenton aŭ estetikon de la folio.
Rigoraj kvalitkontrolaj mezuroj estas efektivigitaj en ĉiu etapo por certigi, ke la fina produkto plenumas striktajn specifojn.
Ĝusta pakado estas esenca por protekti la stuko-reliefitajn aluminiajn foliojn dum stokado kaj transportado.

Avantaĝoj de Stuko Reliefita Aluminia Folio
La malalta denseco de aluminio liveras malpezajn panelojn; reliefado povas plibonigi ŝajna rigideco kaj redukti videblan pritraktan damaĝon sen aldoni mason.
Aluminio nature formas protektan oksidon. Por agresemaj medioj, anodizado aŭ PVDF-tegaĵo signife plibonigas longdaŭran agadon.
Stuka teksturo:
Ne "nedetruebla,” sed pli tolerema pri:
Eĉ kun reliefo kaj multaj tegaĵoj, aluminio restas forta termika konduktilo kompare kun ŝtaloj kaj polimeroj - utila en HVAC-paneloj, izolaj sistemoj, kaj ekipaĵaj loĝejoj.
La ĉiuflankeco kaj plibonigitaj propraĵoj de stuka reliefa aluminio-folio faras ĝin preferata elekto tra larĝa spektro de industrioj..

Konstruo Uzita Stuko Aluminia Folio
Stuko Reliefita Aluminia Folio por HVAC
Stuka reliefo mem estas ofte specifita per kliento-difinita ŝablono kaj aspekto kriterioj, dum la baza tuko kaj tegaĵoj sekvas establitajn normojn.
Komunaj referencoj (ekzemploj, ne ĝisfunda):

Stuko Reliefita Aluminia Folio por Fridigo
Huasheng-specifaj internaj specifoj ne estas publikaj defaŭlte kaj ne devus esti inventitaj.
Kio sekvas estas a profesia QC/spec kadro taŭga por granda OEM (ekz., Huasheng) kontroli provizantan konsistencon - utila kiel ŝablono por "kliento QC postuloj."
| Atributo | Stuko reliefita aluminio-folio (muelejo / anodigita / tegita) | Plata aluminio-folio | Galvanizita ŝtalo (GI) | Antaŭpentrita ŝtalo (PPGI/volvaĵkovrita ŝtalo) | Senrusta ŝtalo (304/316) | FRP-panelo (vitra fibro plifortigita plasto) | Termoplastoj (ABS/komputilo, ktp.) |
|---|---|---|---|---|---|---|---|
| Denso (g/cm³) | ~2.70 | ~2.70 | ~7.85 | ~7.85 | ~7.9–8.0 | ~1.5–2.0 | ~1.0–1.2 |
| Elasta modulo (GPa) | ~ 69 | ~ 69 | ~200 | ~200 | ~190–200 | ~15–40 (anizotropa) | ~2–3 |
| Termika kondukteco (W/m·K) | ~150–230 | ~150–230 | ~45–60 | ~45–60 | ~14–16 | ~0,3–0,5 | ~0,2–0,3 |
| Korodrezisto (tajp.) | Alta (tre alta kun anodizo/PVDF) | Alta | Mez-Alta (zinka protekto) | Mez-Alta (dependas de tegaĵo & rando protekto) | Tre alta (316 plej bone en kloruroj) | Alta | Alta (kemi-specifa) |
| Kosmetika fortikeco (gratvundevidebleco / brilego) | Alta (difuza reflekto; kaŝas makulojn) | Meza (gratoj/briloj pli evidentaj) | Meza | Alta komence (koloro/brilo regebla) | Mez-Alta (sed fingrospuroj/brilo oftaj) | Meza (dependas de ĝela mantelo; povas kreto) | Meza–Malalta (facile gratas; povas nebule) |
| Ŝlosilaj avantaĝoj | Malpeza pezo; bona koroda agado; aspekto tolerema; bona varmo-disvastigo | Samaj bazmetalaj avantaĝoj; plej facila por purigi | Malalta kosto; alta rigideco; matura fabrikado | Bonega vida konsistenco; larĝa kolora gamo; bona rigideco | Elstara fortikeco; kapablo de alta temperaturo; higiene-amika | Korodrezista; libereco de dezajno; bona dentrezisto en kelkaj laiups | Tre malpeza; kompleksaj formoj per muldado; malalta partokalkulo |
| Ŝlosilaj interŝanĝoj | Povas difekti sub punkta ŝarĝo; ŝablonoŝanĝebleco devas esti specifita/kontrolita; tegitaj sistemoj aldonas speckompleksecon | Pli alta kosmetika rifuzo risko; brilo kaj fingrospurvidebleco povas esti problemoj | Pli peza (~3× Al je sama dikeco); tranĉitaj randoj/gratoj povas korodi; pli malalta varmokondukteco | Rando koroda risko; damaĝo povas elmontri substraton; pli peza ol Al | Alta kosto; Peza; formado/labor-hardi defioj; administrado de brilo/fingrospuro ofte bezonata | Malalta varmokondukteco; UV-maljuniĝo povas postuli altkvalitajn rezinojn; riparo diferencas de metalaj laborfluoj | Postuloj pri varmo/UV/fajro stiras formulkoston; malalta rigideco; riskoj pri fluado kaj solva sentemo |
Stucco Reliefita Aluminia Folio estas testamento al la kontinua novigado en materiala scienco kaj produktadaj procezoj, transformante fundamentan metalon en tre specialecan kaj nemalhaveblan produkton.
Ĝia karakteriza stuka ŝablono, dum ĉefe estetika, samtempe donas profundajn funkciajn avantaĝojn, precipe signifa pliiĝo en rigideco-al-peza rilatumo, efika lumdisvastigo, kaj rimarkinda kapablo maski supraĵajn makulojn.
Uzante komunan, bone komprenataj aluminiaj alojoj kaj humoroj, ĉi tiu materialo ofertas optimuman miksaĵon de malpeza rendimento, escepta eneca koroda rezisto, kaj vide alloga, daŭra surfaco.
De plifortigo de termoizolaj vestaĵoj en industriaj plantoj ĝis plibeligado de arkitekturaj fasadoj kaj elteni la rigorojn de transportaj veturiloj, stuko reliefigita aluminio folio provizas versátil, kostefika, kaj daŭrigebla solvo.
Ĝia konsekvenca kvalito, subtenata de rigoraj fabrikado kaj kvalitkontrolo protokoloj, certigas fidindan agadon tra ĝiaj diversaj aplikoj.
Ĉar industrioj tutmonde daŭre okupiĝas pri malpezigi iniciatojn, plifortigita fortikeco, kaj daŭrigeblaj materialaj elektoj, la stuko reliefita aluminio-folio estas preta por daŭra kresko kaj daŭra graveco, solidigante sian pozicion kiel alt-efikeca materialo elektita por la estonteco.
1) Ĉu reliefado pliigas la forton de aluminio-folio?
Ĝi povas iomete pliigi lokan laborhardiĝon, sed la dominaj ŝoforoj de forto estas alojo kaj temperamento. Gravurado plej rimarkeble pliboniĝas dentvidebleco kaj perceptita rigideco, ne fundamenta tirforto.
2) Kiel mi precizigas la stukan ŝablonon por ke provizantoj ne "interpretu" ĝin alimaniere?
Uzu a referenca specimena panelo, difini tekstura profundo-metriko, kaj difini aspekton inspektadkondiĉojn (lumigado, angulo, distanco). "Stuko" sole estas tro malklara por strikta kosmetika kontrolo.
3) Estas kovrita stuka folio pli malfacile purigebla pro teksturaj valoj?
Teksturo povas kapti malpuraĵon en severaj medioj, sed tegaĵoj (precipe altkvalitaj bobenaj tegaĵoj) povas plibonigi purigeblecon. Elekto devus konsideri media klaso kaj prizorgaj atendoj.
4) Ĉu stuko reliefita folio povas esti formita aŭ fleksita post reliefado?
Jes, sed formado de limoj dependas de humoro, dikeco, reliefo profundo, kaj tegaĵo. Pli profunda reliefo + pli malmola humoro ĝenerale reduktas permeseblan kurbstrecon.
5) Kio estas pli bona por subĉiela arkitekturo: anodigita aŭ PVDF-tegita stuka aluminio?
Ambaŭ povas funkcii. PVDF-volvaĵaj tegaĵoj estas ofte elektitaj por kolora stabileco kaj UV fortikeco; anodigado proponas a metala finpoluro kaj surfaca malmoleco. Elekto dependas de koloraj postuloj, medio-severeco, kaj kostceloj.
1. Enkonduko 3003 aluminio……

1. Enkonduko Kiel industrio……

Enkonduko En la mondo de……

8011 H18 blister aluminio por……
Enkonduko al 1050 Epoksio C……

1. Enkonduko 8011 Reliefu……
Henan Huasheng Aluminium Co., Ltd (HHALU mallonge), establita en 2001, situas en Huiguo Town, la fama Aluminia ĉefurbo de Henan-provinco, Ĝi estas profesia fabrikisto kaj okupiĝas pri la esplorado, evoluo, produktado, Vendoj kaj Servo de aluminio folio telero, bobeno de aluminio, aluminia folio, aluminio strio kaj aluminio cirklo.
Krome, HHALU ankaŭ vendas aluminian platon por konstruo kaj ŝipoj, aluminia spegula telero, kaj aŭtomobila aluminialojo telero.
n-ro 53, Dongming Road, Zhengzhou, Henano, Ĉinio
Kopirajto © Huasheng Aluminio 2025. Ĉiuj rajtoj rezervitaj.