हाम्रो परम्परागतको पूर्ण विवरण एल्युमिनियम कुंडल उत्पादन प्रक्रिया निम्नानुसार छ:
सतह गुणस्तर: निरन्तर कास्टिंग र रोलिंग > तातो रोलिङ > COLATITITE कास्टिंग र रोलिंग.
मेकानिकल गुणहरू: तातो रोलिङ > COLATITITE कास्टिंग र रोलिंग > निरन्तर कास्टिंग र रोलिंग.
चिसो-रोल उत्पादनहरू एक राम्रो सतह छ, अधिक सटीक आयाम, र उल्लेखनीय रूपमा टन्स्टाइल शक्ति र विस्तारित।, जुन अनुप्रयोगहरूको लागि आलोचनात्मक छ जुन सबैभन्दा नजिकको विमार्गहरू आवश्यक पर्दछ.
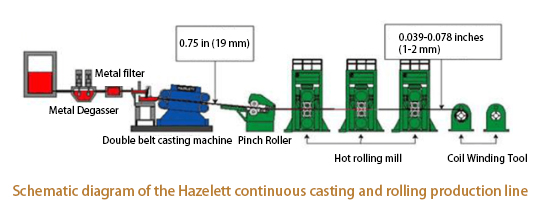
यो लेखले एक विस्तृत विश्लेषण प्रदान गर्दछ लगातार कास्ट-रोलिंग, निरन्तर कास्टि & घुड़नीय काम, तातो रोलिङ, र चिसो रोलिंग, तिनीहरूको मतभेद हाइलाइट गर्दै, फाइदा, र अनुप्रयोगहरू.

यहाँ Alty प्रकार र अनुप्रयोग क्षेत्रहरु को तालिका छ जुन निरन्तर कास्टिंग र रोलिंग लाइनहरूमा उत्पादन गर्न सकिन्छ:
| छैन. | मिश्र धातु श्रृंखला | प्रतिनिधि | मुख्य अनुप्रयोग क्षेत्रहरू |
|---|---|---|---|
| 1 | 1××× श्रृंखला | 1060, 1100, 1235 | गहिरो-रेखाचित्र सामग्रीहरू, बिभिन्न एल्युमिनियम पञ्जा सामग्रीहरू |
| 2 | 3××× श्रृंखला | 3003, 3004, 3005, 3105 | स्वचालित रेडिएटर सामग्रीहरू, गहिरो-रेखाचित्र सामग्रीहरू, वास्तुानिक सजावट सामग्रीहरू |
| 3 | 4××× श्रृंखला | 4343 | ब्रेजिङ सामाग्री |
| 4 | 5××× श्रृंखला | 5005, 5052, 5754, 5083 | विभिन्न निर्माण सामग्रीहरू, संरचनात्मक अवयवहरू |
| 5 | 6××× श्रृंखला | 6061, 6063 | यातायात, प्याकेजिङ, वास्तुनाजा सजावट |
| 6 | 7××× श्रृंखला | 7072 | रिफ्रिजरेन्स उद्योग |
| 7 | 8××× श्रृंखला | 8011, 8079, 8021 | बिभिन्न एल्युमिनियम पञ्जा सामग्रीहरू |
| टाइप गर्नुहोस् | लगातार कास्ट-रोलिंग | निरन्तर कास्टिङ & रोलिङ | तातो रोलिङ | चिसो रोलिङ |
|---|---|---|---|---|
| अड्डा मोटाई | 7-8mm | 15-20mm | 3.0-4.7mm | पातलो हुन सक्छ |
| अन्न ढाँचा | ठूलो | जरिमाना | यूनिफर्म | धेरै ठिक |
| सतह गुणस्तर | चिल्लो | कम चमकदार | ऑक्सीडेशन छाला हुन सक्छ | उत्कृष्ट |
| शक्ति | मध्यम | मध्यम | उच्च | धेरै उच्च |
| अनुप्रयोगहरू | वातानुकूलित फोल्ड्स | इलेक्ट्रोनिक सामग्री | उच्च शक्ति प्लेटहरू | प्रेजल चट्टानहरू |
यी रोलिंग विधिहरू बुझेर, निर्माताहरू सक्छ उत्पादन निर्णयहरू अनुकूलन गर्नुहोस् र उत्पादको गुणवत्ता वृद्धि.
Scarap एल्युमिनियम को अनुपात बिग्रेको रूपमा बिभिन्न थैलो ग्रेडहरूको लागि:
Henan Huasheng एल्युमिनियम कं, लि (HHALU छोटकरीमा), मा स्थापित 2001, र Huiguo Town मा अवस्थित छ, हेनान प्रान्तको प्रसिद्ध एल्युमिनियम राजधानी, यो एक पेशेवर निर्माता हो र अनुसन्धानमा संलग्न छ, विकास, उत्पादन, बिक्री र सेवा को एल्युमिनियम पाना प्लेट, एल्युमिनियम कुंडल, एल्युमिनियम पन्नी, एल्युमिनियम पट्टी र एल्युमिनियम सर्कल.
साथै, HHALU ले निर्माण र जहाजको लागि एल्युमिनियम प्लेट पनि बेच्दछ, एल्युमिनियम मिरर प्लेट, र मोटर वाहन एल्युमिनियम मिश्र धातु प्लेट.
नम्बर ५३, डोङमिङ रोड, झेङझोउ, हेनान, चीन
प्रतिलिपि अधिकार © Huasheng एल्युमिनियम 2025. सबै अधिकार सुरक्षित.