Una descrizione completa della nostra convenzionale bobina di alluminio Il processo di produzione è il seguente:
Qualità della superficie: Casting continuo e rotolamento > laminazione a caldo > Casting e rotolamento combinati.
Proprietà meccaniche: laminazione a caldo > Casting e rotolamento combinati > Casting continuo e rotolamento.
I prodotti a freddo hanno una superficie più fine, dimensioni più precise, e significativamente miglioramento della resistenza alla trazione e allungamento, che è fondamentale per le applicazioni che richiedono deformazioni successive maggiori.
Questo articolo fornisce un'analisi dettagliata di Rolling del cast continuo, Casting continuo & rotolando, laminazione a caldo, e rotolamento freddo, evidenziando le loro differenze, vantaggi, e applicazioni.

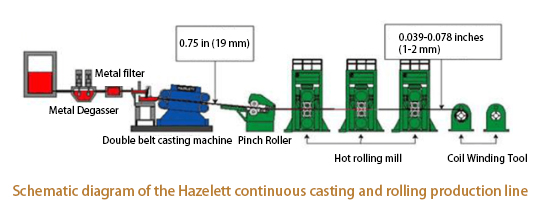
Ecco la tabella dei tipi di lega e le aree di applicazione che possono essere prodotte in linee continue di fusione e rotolamento:
| NO. | Serie in lega | Leghe rappresentative | Campi di applicazione principali |
|---|---|---|---|
| 1 | 1Serie ××× | 1060, 1100, 1235 | Materiali di disegno profondo, vari materiali in alluminio |
| 2 | 3Serie ××× | 3003, 3004, 3005, 3105 | Materiali del radiatore automobilistico, Materiali di disegno profondo, Materiali di decorazione architettonica |
| 3 | 4Serie ××× | 4343 | Materiali per brasatura |
| 4 | 5Serie ××× | 5005, 5052, 5754, 5083 | Vari materiali da costruzione, componenti strutturali |
| 5 | 6Serie ××× | 6061, 6063 | Trasporti, confezione, decorazione architettonica |
| 6 | 7Serie ××× | 7072 | Industria di refrigerazione |
| 7 | 8Serie ××× | 8011, 8079, 8021 | Vari materiali in alluminio |
| Tipo | Rolling del cast continuo | Colata continua & Rotolamento | Laminazione a caldo | Laminazione a freddo |
|---|---|---|---|---|
| Spessore di lingotto | 7-8mm | 15-20mm | 3.0-4.7mm | Può essere più sottile |
| Struttura a grana | Grande | Bene | Uniforme | Molto bene |
| Qualità della superficie | Liscio | Meno lucido | Può avere la pelle di ossidazione | Eccellente |
| Forza | Moderare | Moderare | Alto | Molto alto |
| Applicazioni | Fogli di aria condizionata | Materiali elettronici | Piastre ad alta resistenza | Fogli di precisione |
Comprendendo questi metodi di rotolamento, I produttori possono Ottimizza le decisioni di produzione E Migliora la qualità del prodotto.
La proporzione di alluminio di scarto nella fase della fornace per diversi gradi in lega:
Henan Huasheng Alluminio Co., Ltd (HHALU in breve), stabilito in 2001, si trova nella città di Huiguo, la famosa capitale dell'alluminio della provincia di Henan, È un produttore professionale e si impegna nella ricerca, sviluppo, produzione, vendita e servizio di alluminio lamiera, bobina di alluminio, foglio di alluminio, striscia di alluminio e cerchio di alluminio.
Inoltre, HHALU vende anche piastre in alluminio per l'edilizia e le navi, piastra specchiera in alluminio, e piastra in lega di alluminio automobilistica.
N.53, Dongming Road, Zhengzhou, Henan, Cina
Diritto d'autore © Huasheng Alluminio 2025. Tutti i diritti riservati.