અમારા પરંપરાગતનું સંપૂર્ણ વર્ણન એલ્યુમિનિયમ કોઇલ ઉત્પાદન પ્રક્રિયા નીચે મુજબ છે:
સપાટી ગુણવત્તા: સતત કાસ્ટિંગ અને રોલિંગ > ગરમ રોલિંગ > સંયુક્ત કાસ્ટિંગ અને રોલિંગ.
યાંત્રિક ગુણધર્મો: ગરમ રોલિંગ > સંયુક્ત કાસ્ટિંગ અને રોલિંગ > સતત કાસ્ટિંગ અને રોલિંગ.
ઠંડા-રોલ્ડ ઉત્પાદનોમાં એક સુંદર સપાટી હોય છે, વધુ ચોક્કસ પરિમાણો, અને નોંધપાત્ર રીતે સુધારેલ તાણ શક્તિ અને લંબાઈ, જે એપ્લિકેશનો માટે મહત્વપૂર્ણ છે જેને મોટા પછીના વિકૃતિઓની જરૂર હોય છે.
આ લેખ વિગતવાર વિશ્લેષણ પ્રદાન કરે છે સતત કાસ્ટ-રોલિંગ, સતત કાસ્ટિંગ & ingતરતું, ગરમ રોલિંગ, અને ઠંડા રોલિંગ, તેમના તફાવતોને પ્રકાશિત કરે છે, ફાયદા, અને કાર્યક્રમો.

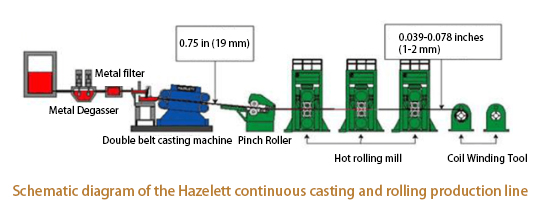
અહીં એલોય પ્રકારો અને એપ્લિકેશન ક્ષેત્રોનું કોષ્ટક છે જે સતત કાસ્ટિંગ અને રોલિંગ લાઇનમાં ઉત્પન્ન થઈ શકે છે:
| ના. | એલોય શ્રેણી | પ્રતિનિધિ | મુખ્ય અરજી ક્ષેત્રો |
|---|---|---|---|
| 1 | 1×- × શ્રેણી | 1060, 1100, 1235 | -Drંડે દોડવાની સામગ્રી, વિવિધ એલ્યુમિનિયમ વરખ સામગ્રી |
| 2 | 3×- × શ્રેણી | 3003, 3004, 3005, 3105 | ઓટોમોટિવ રેડિયેટર સામગ્રી, -drંડે દોડવાની સામગ્રી, સ્થાપત્ય શણગાર સામગ્રી |
| 3 | 4×- × શ્રેણી | 4343 | બ્રેઝિંગ સામગ્રી |
| 4 | 5×- × શ્રેણી | 5005, 5052, 5754, 5083 | વિવિધ બાંધકામ સામગ્રી, માળખાકીય ઘટકો |
| 5 | 6×- × શ્રેણી | 6061, 6063 | પરિવહન, પેકેજિંગ, સ્થાપત્ય સુશોભન |
| 6 | 7×- × શ્રેણી | 7072 | ઠપકો ઉદ્યોગ |
| 7 | 8×- × શ્રેણી | 8011, 8079, 8021 | વિવિધ એલ્યુમિનિયમ વરખ સામગ્રી |
| પ્રકાર | સતત કાસ્ટ-રોલિંગ | સતત કાસ્ટિંગ & રોલિંગ | હોટ રોલિંગ | કોલ્ડ રોલિંગ |
|---|---|---|---|---|
| જાડું | 7-8મીમી | 15-20મીમી | 3.0-4.7મીમી | પાતળા હોઈ શકે છે |
| અનાજનું માળખું | મોટું | દંડ | એકરૂપ | ખૂબ સરસ |
| સપાટી ગુણવત્તા | સુગમ | ઓછા ચળવળવાળું | ઓક્સિડેશન ત્વચા હોઈ શકે છે | ઉત્તમ |
| તાકાત | માધ્યમ | માધ્યમ | ઉચ્ચ | ખૂબ .ંચું |
| અરજીઓ | વાયુ કન્ડીશનીંગ વરખ | વિદ્યુત -સામગ્રી | ઉચ્ચ સ્તરની પ્લેટ | ચોકસાઈ વરખ |
આ રોલિંગ પદ્ધતિઓ સમજીને, ઉત્પાદકો ઉત્પાદન નિર્ણયોને .પ્ટિમાઇઝ કરો અને ઉત્પાદનની ગુણવત્તામાં વધારો.
વિવિધ એલોય ગ્રેડ માટે ભઠ્ઠીના તબક્કામાં સ્ક્રેપ એલ્યુમિનિયમનું પ્રમાણ:
હેનાન હુઆશેંગ એલ્યુમિનિયમ કો., લિ (ટૂંકમાં HHALU), માં સ્થાપના કરી 2001, Huiguo Town માં સ્થિત થયેલ છે, હેનાન પ્રાંતની પ્રખ્યાત એલ્યુમિનિયમ રાજધાની, તે એક વ્યાવસાયિક ઉત્પાદક છે અને સંશોધનમાં જોડાય છે, વિકાસ, ઉત્પાદન, ના વેચાણ અને સેવા એલ્યુમિનિયમ શીટ પ્લેટ, એલ્યુમિનિયમ કોઇલ, એલ્યુમિનિયમ વરખ, એલ્યુમિનિયમ સ્ટ્રીપ અને એલ્યુમિનિયમ વર્તુળ.
વધુમાં, HHALU બાંધકામ અને જહાજો માટે એલ્યુમિનિયમ પ્લેટ પણ વેચે છે, એલ્યુમિનિયમ મિરર પ્લેટ, અને ઓટોમોટિવ એલ્યુમિનિયમ એલોય પ્લેટ.
નં.53, ડોંગમિંગ રોડ, ઝેંગઝોઉ, હેનાન, ચીન
કૉપિરાઇટ © Huasheng એલ્યુમિનિયમ 2025. બધા હકો અમારી પાસે રાખેલા છે.