Unha descrición completa do noso convencional bobina de aluminio O proceso de produción é o seguinte:
Calidade superficial: fundición continua e rodando > laminación en quente > fundición combinada e rolamento.
Propiedades mecánicas: laminación en quente > fundición combinada e rolamento > fundición continua e rodando.
Os produtos enrolados en frío teñen unha superficie máis fina, dimensións máis precisas, e mellorou significativamente a resistencia á tracción e a alargación, o que é fundamental para as aplicacións que requiren deformacións posteriores máis grandes.
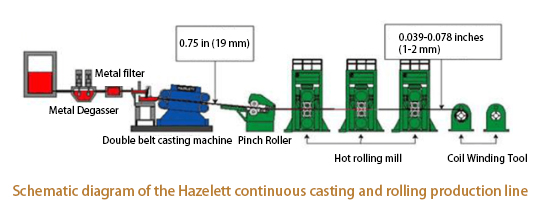
Este artigo ofrece unha análise detallada de Rollo continuo de reparto, fundición continua & rodando, laminación en quente, e rodando en frío, resaltando as súas diferenzas, vantaxes, e aplicacións.

Aquí está a táboa de tipos de aliaxe e áreas de aplicación que se poden producir en liñas de reparto e rolamento continuo:
| Non. | Serie de aliaxes | Aliaxes representativas | Principais campos de aplicación |
|---|---|---|---|
| 1 | 1Serie ×X | 1060, 1100, 1235 | Materiais de debuxo profundo, Varios materiais de lámina de aluminio |
| 2 | 3Serie ×X | 3003, 3004, 3005, 3105 | Materiais do radiador de automóbiles, Materiais de debuxo profundo, Materiais de decoración arquitectónica |
| 3 | 4Serie ×X | 4343 | Materiais de soldadura |
| 4 | 5Serie ×X | 5005, 5052, 5754, 5083 | Varios materiais de construción, compoñentes estruturais |
| 5 | 6Serie ×X | 6061, 6063 | Transporte, embalaxe, decoración arquitectónica |
| 6 | 7Serie ×X | 7072 | Industria de refrixeración |
| 7 | 8Serie ×X | 8011, 8079, 8021 | Varios materiais de lámina de aluminio |
| Tipo | Rollo continuo de reparto | Fundición Continua & Rolando | Laminación en quente | Laminación en frío |
|---|---|---|---|---|
| Grosor do lingote | 7-8mm | 15-20mm | 3.0-4.7mm | Pode ser máis fino |
| Estrutura do gran | Grande | Ben | Uniforme | Moi ben |
| Calidade da superficie | Suave | Menos brillante | Pode ter a pel de oxidación | Excelente |
| Forza | Moderado | Moderado | Alto | Moi alto |
| Aplicacións | Láminas de aire acondicionado | Materiais electrónicos | Placas de alta resistencia | Láminas de precisión |
Ao entender estes métodos de rolamento, Os fabricantes poden Optimizar as decisións de produción e Mellorar a calidade do produto.
A proporción de chatarra de aluminio na fase do forno para diferentes notas de aliaxe:
Henan Huasheng Aluminium Co., Ltd (HHALU para abreviar), establecido en 2001, encóntrase na cidade de Huiguo, a famosa capital do aluminio da provincia de Henan, É un fabricante profesional e dedícase á investigación, desenvolvemento, produción, Vendas e servizo de aluminio placa de folla, bobina de aluminio, papel de aluminio, tira de aluminio e círculo de aluminio.
Ademáis, HHALU tamén vende placas de aluminio para construción e barcos, placa de espello de aluminio, e placa de aliaxe de aluminio para automóbiles.
No 53, Estrada Dongming, Zhengzhou, Henan, China
Copyright © Huasheng Aluminium 2025. Todos os dereitos reservados.