Une description complète de notre convention bobine d'aluminium Le processus de production est le suivant:
Qualité de surface: coulée continue et roulement > Laminage à chaud > coulée et roulement combinés.
Propriétés mécaniques: Laminage à chaud > coulée et roulement combinés > coulée continue et roulement.
Les produits à froid ont une surface plus fine, Dimensions plus précises, et amélioration considérablement la résistance à la traction et l'allongement, ce qui est essentiel pour les applications qui nécessitent des déformations ultérieures plus importantes.
Cet article fournit une analyse détaillée de roulement en plâtre continu, moulage continu & roulement, Laminage à chaud, et rouler à froid, mettre en évidence leurs différences, avantages, et applications.

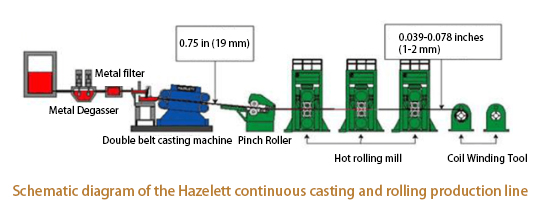
Voici le tableau des types d'alliages et des zones d'application qui peuvent être produites dans des lignes de coulée et de roulement continues:
| Non. | Série en alliage | Alliages représentatifs | Champs d'application principaux |
|---|---|---|---|
| 1 | 1Série × × | 1060, 1100, 1235 | Matériaux de traction profonde, Divers matériaux d'aluminium en aluminium |
| 2 | 3Série × × | 3003, 3004, 3005, 3105 | Matériaux de radiateur automobile, Matériaux de traction profonde, Matériaux de décoration architecturale |
| 3 | 4Série × × | 4343 | Matériaux de brasage |
| 4 | 5Série × × | 5005, 5052, 5754, 5083 | Divers matériaux de construction, les composants structuraux |
| 5 | 6Série × × | 6061, 6063 | Transport, emballage, décoration architecturale |
| 6 | 7Série × × | 7072 | Industrie de la réfrigération |
| 7 | 8Série × × | 8011, 8079, 8021 | Divers matériaux d'aluminium en aluminium |
| Taper | Roulement en plâtre continu | Coulée continue & Roulant | Laminage à chaud | Laminage à froid |
|---|---|---|---|---|
| Épaisseur de lingot | 7-8mm | 15-20mm | 3.0-4.7mm | Peut être plus mince |
| Structure de grains | Grand | Bien | Uniforme | Très bien |
| Qualité de surface | Lisse | Moins brillant | Peut avoir la peau d'oxydation | Excellent |
| Force | Modéré | Modéré | Haut | Très haut |
| Applications | Feuilles de climatisation | Matériaux électroniques | Plaques à haute résistance | Feuilles de précision |
En comprenant ces méthodes de roulement, Les fabricants peuvent Optimiser les décisions de production et Améliorer la qualité du produit.
La proportion d'aluminium de ferraille au stade de la fournaise pour différentes notes d'alliage:
Henan Huasheng Aluminium Co., Ltée (HHALU pour faire court), établi en 2001, est situé dans la ville de Huiguo, la célèbre capitale de l'aluminium de la province du Henan, C'est un fabricant professionnel et s'engage dans la recherche, développement, production, Ventes et service de aluminium plaque de tôle, bobine d'aluminium, feuille d'aluminium, bande d'aluminium et cercle d'aluminium.
En outre, HHALU vend également des plaques d'aluminium pour la construction et les navires, plaque de miroir en aluminium, et plaque d'alliage d'aluminium automobile.
N°53, Route de Dongming, Zhengzhou, Hénan, Chine
Droits d'auteur © Huasheng Aluminium 2025. Tous droits réservés.