Täydellinen kuvaus tavanomaisesta alumiinikela Tuotantoprosessi on seuraava:
Pinnan laatu: Jatkuva valu ja liikkuva > kuumavalssaus > yhdistetty valu ja liikkuva.
Mekaaniset ominaisuudet: kuumavalssaus > yhdistetty valu ja liikkuva > Jatkuva valu ja liikkuva.
Kylmävalssatuilla tuotteilla on hienompi pinta, tarkemmat mitat, ja paransi merkittävästi vetolujuutta ja pidentymistä, mikä on kriittistä sovelluksille, jotka vaativat suurempia seuraavia muodonmuutoksia.
Tämä artikkeli tarjoaa yksityiskohtaisen analyysin jatkuva valettu, jatkuva valu & liikkuva, kuumavalssaus, ja kylmä rullaus, korostamalla niiden eroja, etuja, ja sovellukset.

Tässä on seostyyppien ja levitysalueiden taulukko:
| Ei. | Alloy-sarja | Edustavat seokset | Pääsovelluskentät |
|---|---|---|---|
| 1 | 1× -sarja | 1060, 1100, 1235 | Syvän piirtävät materiaalit, erilaisia alumiinifoliomateriaaleja |
| 2 | 3× -sarja | 3003, 3004, 3005, 3105 | Automotive -jäähdyttimen materiaalit, syvän piirtävät materiaalit, arkkitehtoniset sisustusmateriaalit |
| 3 | 4× -sarja | 4343 | Juotosmateriaalit |
| 4 | 5× -sarja | 5005, 5052, 5754, 5083 | Erilaisia rakennusmateriaaleja, rakenneosat |
| 5 | 6× -sarja | 6061, 6063 | Kuljetus, pakkaus, arkkitehtoninen sisustus |
| 6 | 7× -sarja | 7072 | Jäähdytysteollisuus |
| 7 | 8× -sarja | 8011, 8079, 8021 | Erilaisia alumiinifoliomateriaaleja |
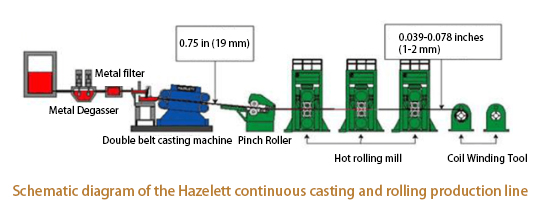
| Tyyppi | Jatkuva valettu | Jatkuva valu & Rullaa | Hot Rolling | Kylmävalssaus |
|---|---|---|---|---|
| Harteen paksuus | 7-8mm | 15-20mm | 3.0-4.7mm | Voi olla ohuempi |
| Viljarakenne | Suuri | Hieno | Yhtenäinen | Erittäin hieno |
| Pintalaatu | Sileä | Vähemmän kiiltävä | Voi olla hapettumis iho | Erinomainen |
| Vahvuus | Kohtalainen | Kohtalainen | Korkea | Erittäin korkea |
| Sovellukset | Ilmastointikuljetus | Elektroniset materiaalit | Luja-levyt | Tarkkuuskalvot |
Ymmärtämällä nämä valssausmenetelmät, Valmistajat voivat Optimoi tuotantopäätökset ja Paranna tuotteen laatua.
Romun alumiinin osuus uunivaiheessa eri seosluokkiin:
Henan Huasheng Aluminium Co., Oy (HHALU lyhyesti), perustettu 2001, sijaitsee kohteessa Huiguo Town, kuuluisa alumiinipääkaupunki Henanin maakunnassa, Se on ammattimainen valmistaja ja osallistuu tutkimukseen, kehitystä, tuotantoa, myynti ja palvelu alumiini levylevy, alumiinikela, alumiinifolio, alumiininauha ja alumiiniympyrä.
Lisäksi, HHALU myy myös alumiinilevyjä rakentamiseen ja laivoille, alumiininen peililevy, ja autojen alumiiniseoslevy.
Nro 53, Dongming Road, Zhengzhou, Henan, Kiina
Copyright © Huasheng Aluminium 2025. Kaikki oikeudet pidätetään.