Úplný popis našeho konvenčního hliníková cívka Proces výroby je následující:
Kvalita povrchu: nepřetržité obsazení a válcování > válcování za tepla > kombinované lití a válcování.
Mechanické vlastnosti: válcování za tepla > kombinované lití a válcování > nepřetržité obsazení a válcování.
Výrobky válcované na studena mají jemnější povrch, Přesnější rozměry, a výrazně zlepšila pevnost a prodloužení v tahu, což je rozhodující pro aplikace, které vyžadují větší následné deformace.
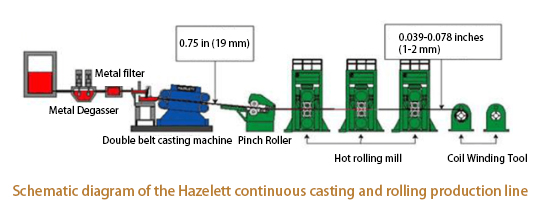
Tento článek poskytuje podrobnou analýzu nepřetržitý likvidací, nepřetržité obsazení & válcování, válcování za tepla, a válcování nachlazení, zdůraznit jejich rozdíly, výhody, a aplikace.

Zde je tabulka typů slitin a aplikačních oblastí, které lze vyrábět v nepřetržitých liniích odlévání a válcování:
| Ne. | Řada slitin | Reprezentativní slitiny | Hlavní pole aplikací |
|---|---|---|---|
| 1 | 1× × érie | 1060, 1100, 1235 | Hluboké nakreslené materiály, různé materiály hliníkové fólie |
| 2 | 3× × érie | 3003, 3004, 3005, 3105 | Materiály automobilových radiátorů, Hluboké nakreslené materiály, Materiály architektonické dekorace |
| 3 | 4× × érie | 4343 | Pájecí materiály |
| 4 | 5× × érie | 5005, 5052, 5754, 5083 | Různé stavební materiály, konstrukční prvky |
| 5 | 6× × érie | 6061, 6063 | Přeprava, obal, Architektonická dekorace |
| 6 | 7× × érie | 7072 | Chladicí průmysl |
| 7 | 8× × érie | 8011, 8079, 8021 | Různé materiály hliníkové fólie |
| Typ | Nepřetržité válcování obsazení | Kontinuální lití & Válcování | Válcování za tepla | Válcování za studena |
|---|---|---|---|---|
| Tloušťka ingotu | 7-8mm | 15-20mm | 3.0-4.7mm | Může být tenčí |
| Struktura zrn | Velký | Dobře | Jednotný | Velmi v pořádku |
| Kvalita povrchu | Hladký | Méně lesklé | Může mít oxidační pokožku | Vynikající |
| Síla | Mírný | Mírný | Vysoký | Velmi vysoká |
| Aplikace | Klimatizační fólie | Elektronické materiály | Destičky s vysokou pevností | Přesné fólie |
Pochopením těchto metod válcování, Výrobci mohou Optimalizovat výrobní rozhodnutí a zvýšit kvalitu produktu.
Podíl hliníku šrotu ve fázi pece pro různé třídy slitin:
Společnost Henan Huasheng Aluminium Co., Ltd (zkráceně HHALU), založena v 2001, sídlí ve městě Huiguo, slavné hlavní město hliníku v provincii Henan, Je to profesionální výrobce a zabývá se výzkumem, rozvoj, Výroba, prodej a služba hliník plechové desky, hliníková cívka, hliníková fólie, hliníkový pásek a hliníkový kruh.
Navíc, HHALU také prodává hliníkové desky pro stavbu a lodě, hliníková zrcadlová deska, a automobilový plech z hliníkové slitiny.
č.53, Dongming Road, Zhengzhou, Henan, Čína
Copyright © Huasheng Aluminium 2025. Všechna práva vyhrazena.