'N volledige beskrywing van ons konvensionele aluminium spoel Die produksieproses is soos volg:
Oppervlakgehalte: Deurlopende giet en rol > warm rol > Gekombineerde rolverdeling en rol.
Meganiese eienskappe: warm rol > Gekombineerde rolverdeling en rol > Deurlopende giet en rol.
Die koudgewalde produkte het 'n fyner oppervlak, Meer presiese afmetings, en aansienlik verbeterde treksterkte en verlenging, wat van kritieke belang is vir toepassings wat groter daaropvolgende vervormings benodig.
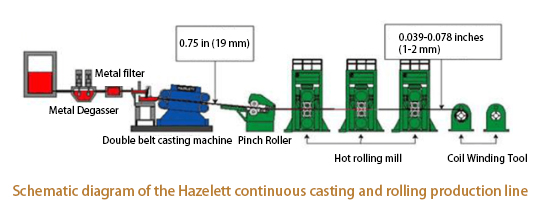
Hierdie artikel bevat 'n gedetailleerde ontleding van Deurlopende rolverdeling, Deurlopende rolverdeling & rolling, warm rol, en koue rol, beklemtoon hul verskille, voordele, en toepassings.

Hier is die tabel met legeringsoorte en toepassingsareas wat in deurlopende giet- en rollyne geproduseer kan word:
| Geen. | Allooi reeks | Verteenwoordigende legerings | Hooftoepassingsvelde |
|---|---|---|---|
| 1 | 1× × reekse | 1060, 1100, 1235 | Diep trekmateriaal, Verskeie aluminiumfoelie -materiale |
| 2 | 3× × reekse | 3003, 3004, 3005, 3105 | Motorvrugmateriaal, diep trekmateriaal, argitektoniese versieringsmateriaal |
| 3 | 4× × reekse | 4343 | Soldeer materiaal |
| 4 | 5× × reekse | 5005, 5052, 5754, 5083 | Verskeie konstruksiemateriaal, strukturele komponente |
| 5 | 6× × reekse | 6061, 6063 | Vervoer, verpakking, argitektoniese versiering |
| 6 | 7× × reekse | 7072 | Koelbedryf |
| 7 | 8× × reekse | 8011, 8079, 8021 | Verskeie aluminiumfoelie -materiale |
| Tik | Deurlopende rolverdeling | Deurlopende gietwerk & Rol | Warm Rolling | Koue Rolling |
|---|---|---|---|---|
| Ingot dikte | 7-8mm | 15-20mm | 3.0-4.7mm | Kan dunner wees |
| Graanstruktuur | Groot | Fyn | Uniform | Baie fyn |
| Oppervlakkwaliteit | Glad | Minder glansend | Kan oksidasievel hê | Uitstekend |
| Sterkte | Matig | Matig | Hoog | Baie hoog |
| Aansoeke | Lugversorgingsfoelies | Elektroniese materiale | Hoogsterkte plate | Presisiefoelies |
Deur hierdie rolmetodes te verstaan, vervaardigers kan Optimaliseer produksiebesluite en Verbeter die kwaliteit van die produk.
Die persentasie skrootaluminium in die oondstadium vir verskillende legeringsgrade:
Henan Huasheng Aluminium Co., Bpk (HHALU vir kort), gevestig in 2001, is in Huiguo Town geleë, die beroemde aluminium hoofstad van die provinsie Henan, Dit is 'n professionele vervaardiger en is betrokke by die navorsing, ontwikkeling, produksie, verkope en diens van aluminium bladplaat, aluminium spoel, tinfoelie, aluminiumstrook en aluminiumsirkel.
Daarby, HHALU verkoop ook aluminiumplaat vir konstruksie en skepe, aluminium spieëlplaat, en motor aluminiumlegeringsplaat.
No.53, Dongmingweg, Zhengzhou, Henan, Sjina
Kopiereg © Huasheng Aluminium 2025. Alle regte voorbehou.