A complete description of our conventional aluminum coil production process is as follows:
Surface quality: continuous casting and rolling > hot rolling > combined casting and rolling.
Mechanical properties: hot rolling > combined casting and rolling > continuous casting and rolling.
The cold-rolled products have a finer surface, more precise dimensions, and significantly improved tensile strength and elongation, which is critical for applications that require larger subsequent deformations.
This article provides a detailed analysis of continuous cast-rolling, continuous casting & rolling, hot rolling, and cold rolling, highlighting their differences, advantages, and applications.

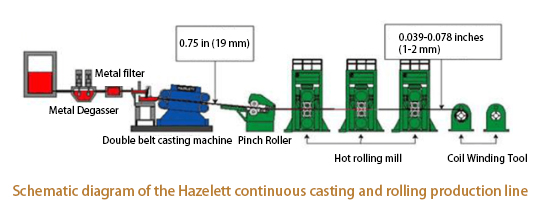
Here is the table of alloy types and application areas that can be produced in continuous casting and rolling lines:
| No. | Alloy Series | Representative Alloys | Main Application Fields |
|---|---|---|---|
| 1 | 1××× Series | 1060, 1100, 1235 | Deep-drawing materials, various aluminum foil materials |
| 2 | 3××× Series | 3003, 3004, 3005, 3105 | Automotive radiator materials, deep-drawing materials, architectural decoration materials |
| 3 | 4××× Series | 4343 | Brazing materials |
| 4 | 5××× Series | 5005, 5052, 5754, 5083 | Various construction materials, structural components |
| 5 | 6××× Series | 6061, 6063 | Transportation, packaging, architectural decoration |
| 6 | 7××× Series | 7072 | Refrigeration industry |
| 7 | 8××× Series | 8011, 8079, 8021 | Various aluminum foil materials |
| Type | Continuous Cast-Rolling | Continuous Casting & Rolling | Hot Rolling | Cold Rolling |
|---|---|---|---|---|
| Ingot Thickness | 7-8mm | 15-20mm | 3.0-4.7mm | Can be thinner |
| Grain Structure | Large | Fine | Uniform | Very fine |
| Surface Quality | Smooth | Less glossy | May have oxidation skin | Excellent |
| Strength | Moderate | Moderate | High | Very high |
| Applications | Air conditioning foils | Electronic materials | High-strength plates | Precision foils |
By understanding these rolling methods, manufacturers can optimize production decisions and enhance product quality.
The proportion of scrap aluminum in the furnace stage for different alloy grades:
Henan Huasheng Aluminum Co., Ltd (HHALU for short), established in 2001, is located in Huiguo Town, the famous Aluminum capital of Henan Province, It's a professional manufacturer and engages in the research, development, production, sales and service of aluminum sheet plate, aluminum coil, aluminum foil, aluminum strip and aluminum circle.
In addition, HHALU also sell aluminum plate for construction and ships, aluminum mirror plate, and automotive aluminum alloy plate.
No.53, Dongming Road, Zhengzhou, Henan, China
Copyright © Huasheng Aluminum 2025. All rights reserved.